





High Power Graphite Electrode For EAF LF Smelting Steel HP350 14inch




Technical Parameter
|
Parameter |
Part |
Unit |
HP 350mm(14”) Data |
|
Nominal Diameter |
Electrode |
mm(inch) |
350(14) |
|
Max Diameter |
mm |
358 |
|
|
Min Diameter |
mm |
352 |
|
|
Nominal Length |
mm |
1600/1800 |
|
|
Max Length |
mm |
1700/1900 |
|
|
Min Length |
mm |
1500/1700 |
|
|
Current Density |
KA/cm2 |
17-24 |
|
|
Current Carrying Capacity |
A |
17400-24000 |
|
|
Specific Resistance |
Electrode |
μΩm |
5.2-6.5 |
|
Nipple |
3.5-4.5 |
||
|
Flexural Strength |
Electrode |
Mpa |
≥11.0 |
|
Nipple |
≥20.0 |
||
|
Young’s Modulus |
Electrode |
Gpa |
≤12.0 |
|
Nipple |
≤15.0 |
||
|
Bulk Density |
Electrode |
g/cm3 |
1.68-1.72 |
|
Nipple |
1.78-1.84 |
||
|
C.T.E. |
Electrode |
×10-6/℃ |
≤2.0 |
|
Nipple |
≤1.8 |
||
|
Ash Content |
Electrode |
% |
≤0.2 |
|
Nipple |
≤0.2 |
NOTE:Any specific requirement on dimension can be offered.
Instruction For Nipple Installation
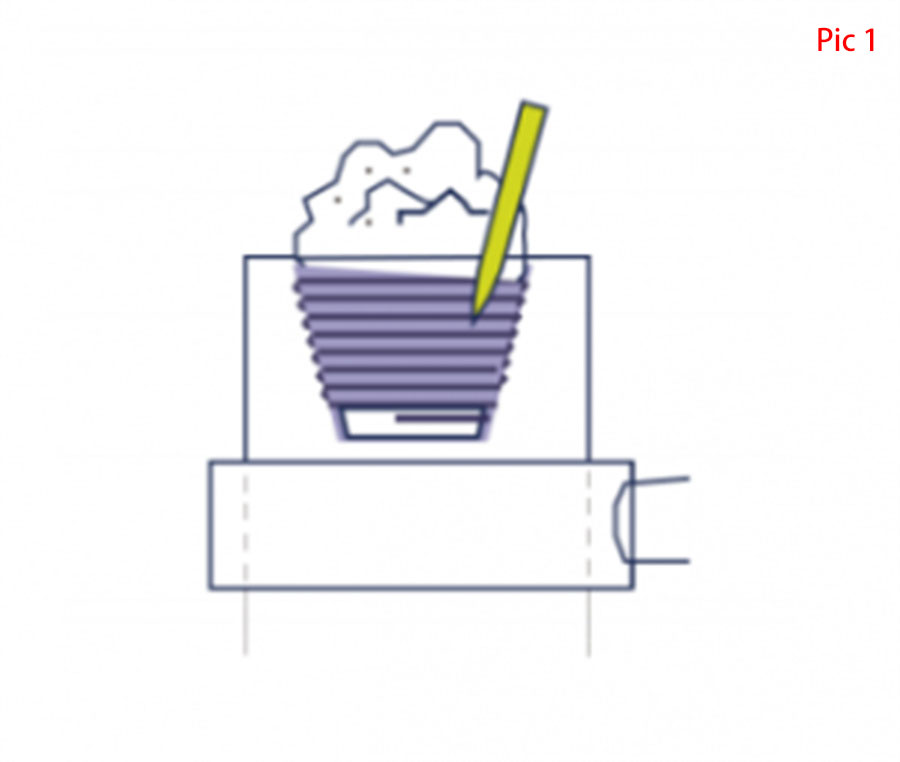
1.Before installing the graphite electrode nipple, Clean dust and dirt on the surface and socket of electrode and nipple with compressed air; (see pic1)
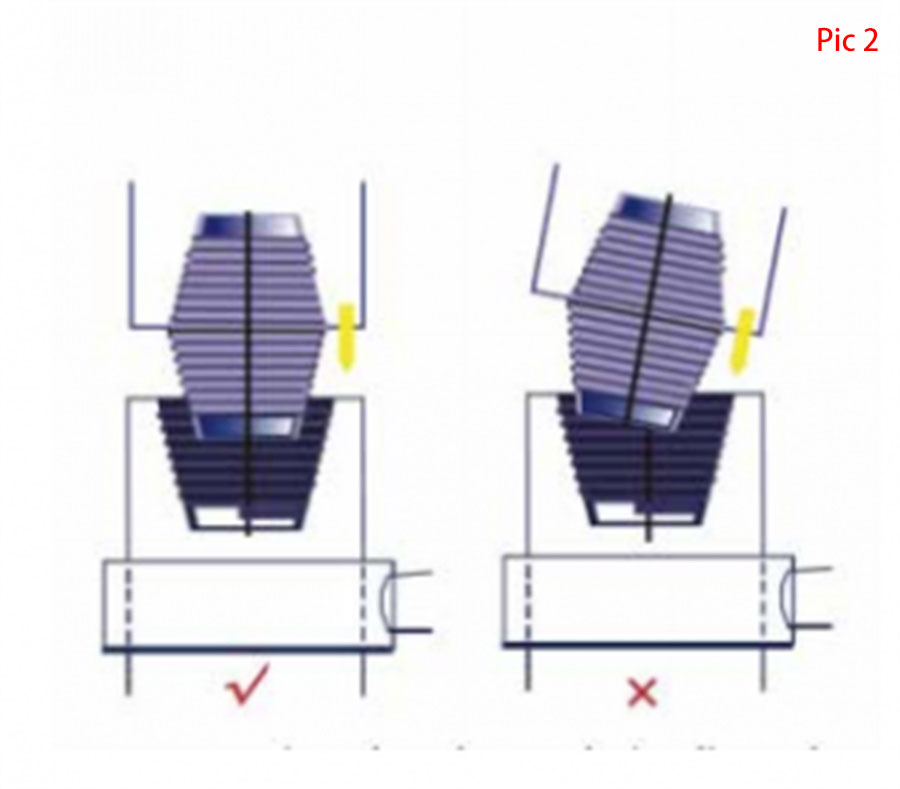
2.The middle line of graphite electrode nipple should be kept consistent during two pieces graphite electrodes joint together; (see pic2)
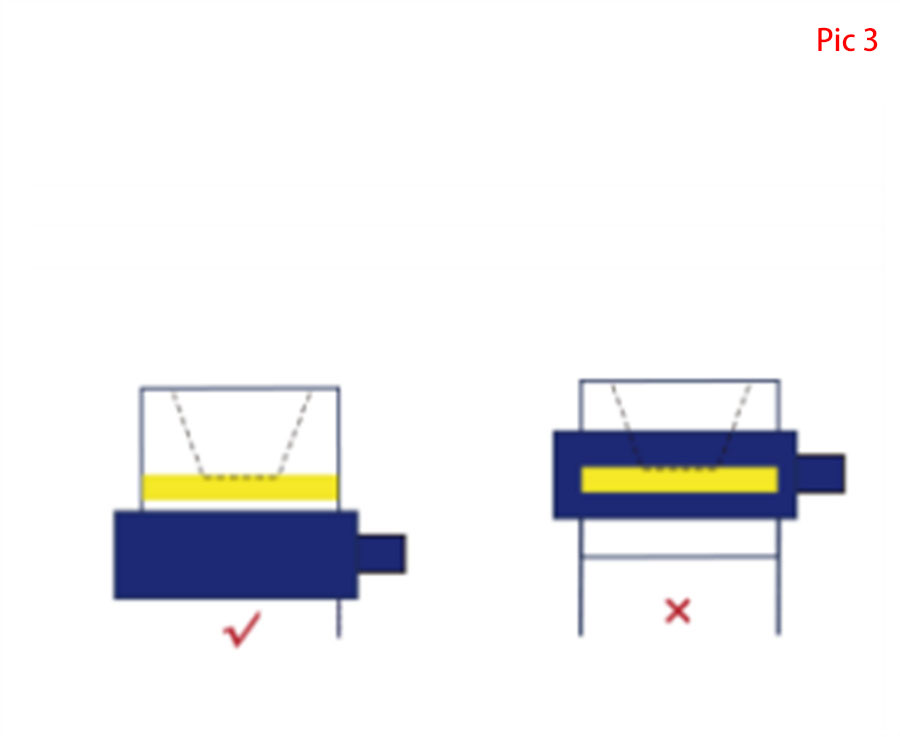
3.Electrode clamper must be hold at the proper position: outside the safety lines of the higher end; (see pic3)
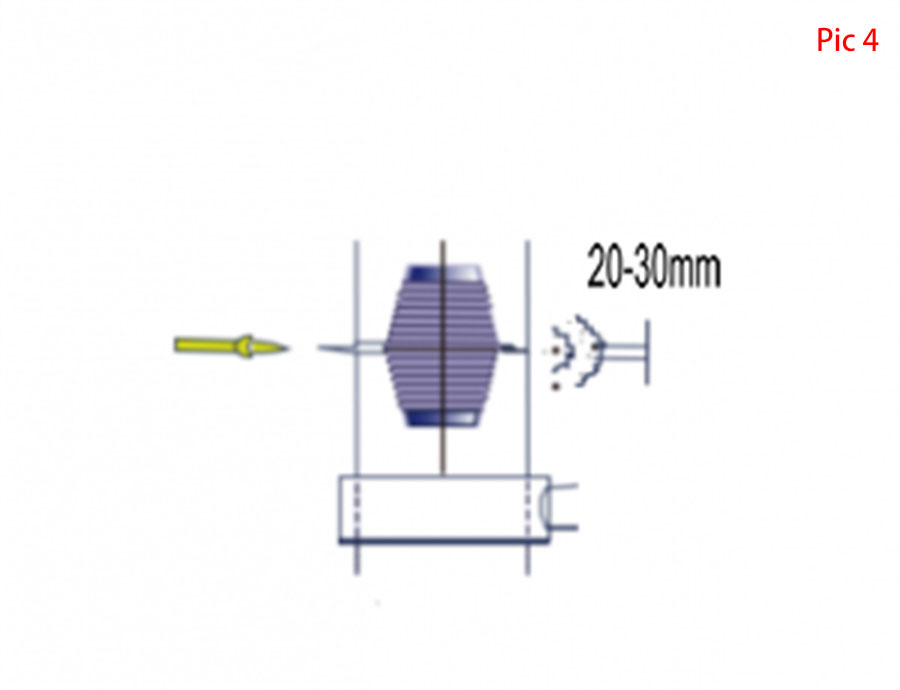
4.Before tightening the nipple,ensure the nipple surface clean without dust or dirty. (see pic4)
Recommended Guideline For Transport And Storing
1.Operate carefully to prevent slipping due to the tilt of the electrode and breaking the electrode;
2.In order to ensure the electrode end surface and electrode thread, please do not hook the electrode at both ends of the electrode with an iron hook;
3.It should be taken lightly to prevent hitting the joint and causing thread damage When loading and unloading;
4.Don’t pile the electrodes and joints directly on the ground, Should put on the wooden or iron frame to prevent the electrode damage or stick to the soil, Do not remove the packaging before use in order to to prevent dust, debris falling on the thread or electrode hole;
5.Electrodes should be placed neatly in the warehouse, and both sides of the stack should be padded to prevent sliding. The stacking height of the electrodes is generally not more than 2 meters;
6.Storage electrodes should pay attention to rain and moisture-proof. Wet electrodes should be dried before use to avoid crack and increase of oxidation during steel making;
7.Store the electrode connector not close to the high temperature to prevent the high temperature from melting the joint bolt.
Related products
-

Graphite Electrode Manufacturers In China HP500...
Technical Parameter Parameter Part Unit HP 500mm(20”) Data Nominal Diameter Electrode mm(inch) 500 Max Diameter mm 511 Min Diameter mm 505 Nominal Length mm 1800/2400 Max Length mm 1900/2500 Min Length mm 1700/2300 Current Density KA/cm2 15-24 Current Carrying Capacity A 30000-48000 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural ...
-

HP24 Graphite Carbon Electrodes Dia 600mm Elec...
Technical Parameter Parameter Part Unit HP 600mm(24”) Data Nominal Diameter Electrode mm(inch) 600 Max Diameter mm 613 Min Diameter mm 607 Nominal Length mm 2200/2700 Max Length mm 2300/2800 Min Length mm 2100/2600 Current Density KA/cm2 13-21 Current Carrying Capacity A 38000-58000 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.2-4.3 Flexural S...
-

Graphite Electrodes In Electrolysis HP 450mm 18...
Technical Parameter Parameter Part Unit HP 450mm(18”) Data Nominal Diameter Electrode mm(inch) 450 Max Diameter mm 460 Min Diameter mm 454 Nominal Length mm 1800/2400 Max Length mm 1900/2500 Min Length mm 1700/2300 Current Density KA/cm2 15-24 Current Carrying Capacity A 25000-40000 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural S...
-

Graphite Electrodes With Nipples Manufacturers ...
Technical Parameter Parameter Part Unit HP 300mm(12”) Data Nominal Diameter Electrode mm(inch) 300(12) Max Diameter mm 307 Min Diameter mm 302 Nominal Length mm 1600/1800 Max Length mm 1700/1900 Min Length mm 1500/1700 Current Density KA/cm2 17-24 Current Carrying Capacity A 13000-17500 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.5-4.5 Flexu...
-

Graphite Electrodes For Steel Making High Power...
Technical Parameter Parameter Part Unit HP 400mm(16”) Data Nominal Diameter Electrode mm(inch) 400 Max Diameter mm 409 Min Diameter mm 403 Nominal Length mm 1600/1800 Max Length mm 1700/1900 Min Length mm 1500/1700 Current Density KA/cm2 16-24 Current Carrying Capacity A 21000-31000 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.5-4.5 Flexural S...
-

Electric Arc Furnace Graphite Electrodes HP550m...
Technical Parameter Parameter Part Unit HP 550mm(22”) Data Nominal Diameter Electrode mm(inch) 550 Max Diameter mm 562 Min Diameter mm 556 Nominal Length mm 1800/2400 Max Length mm 1900/2500 Min Length mm 1700/2300 Current Density KA/cm2 14-22 Current Carrying Capacity A 34000-53000 Specific Resistance Electrode μΩm 5.2-6.5 Nipple 3.2-4.3 Flexural S...





